LEANTEC
LEANTEC  2184
2184
Introduction
Syntec America participated the AWFS Fair held by the Association of Woodworking and Furnishings Suppliers at the Las Vegas Convention Center, Neveda, USA this year (2023). This Fair took place at the end of July and lasted for about one week.
As a First-Time Exhibitor, Syntec America team had limited prior experience in woodworking projects. Therefore, this participation was of significant importance for showcasing its capabilities, expanding the customer base, and exploring new markets. Notably, the robotic arm provided by our group was relatively rare at the exhibition, giving us a competitive advantage in terms of uniqueness.
Through collaborations with customers on woodworking projects, the Syntec America team fully immersed ourselves in the technical operations required for the exhibition. We also improved the arm's processing workflow and extensively researched the application of different cutting tools. This successful case demonstrates the achievements in woodworking projects and highlights the advantages of the Leantec robotic arm in terms of precision machining and user-friendliness, laying a solid foundation for future explorations in the woodworking industry.
Highlights
In this project, the precision of wood processing and overall aesthetics were the main challenging tasks. The Syntec America team members utilized a six-axis Leantec robotic arm with a milling head to cut and mill out a suitable-sized Syntec Logo at the center of the birch chair back. The Syntec Logo consisted of nine independent parts, with particular attention given to the middle section, where the spacing between cells was extremely small. As a result, careful consideration was necessary regarding the overall size of the logo and the diameter of the cutting tools.
To construct the 3D model, Syntec America team utilized third-party software called Onshape, and RoboDK for performing the simulated machining experiment. Both software tools were relatively user-friendly and exhibited excellent compatibility. The modeling process required meticulous attention to details and an emphasis on achieving uniformity as possible as possible, thereby avoiding significant discrepancies and errors in subsequent steps.
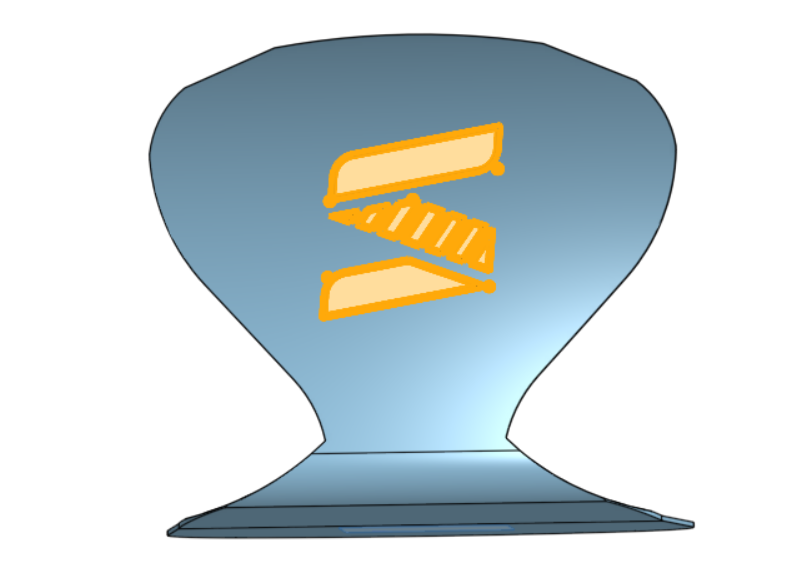
The image above displays the 3D model of the birch chair back created using Onshape. Directly milling out a Syntec logo on the model facilitates the robotic arm in finding the cutting path more efficiently during the simulation. Carving the logo pattern requires not only achieving the appearance in real-life scenarios but also considering the tool compensation to determine the cutting path accurately. By importing both the six-axis Leantec robotic arm and the chair model into RoboDK, the system shown in the image below is formed by setting the arm and tool data in accordance with the controller. This system is a scaled replica of the real machining center, nearly achieving complete simulation.
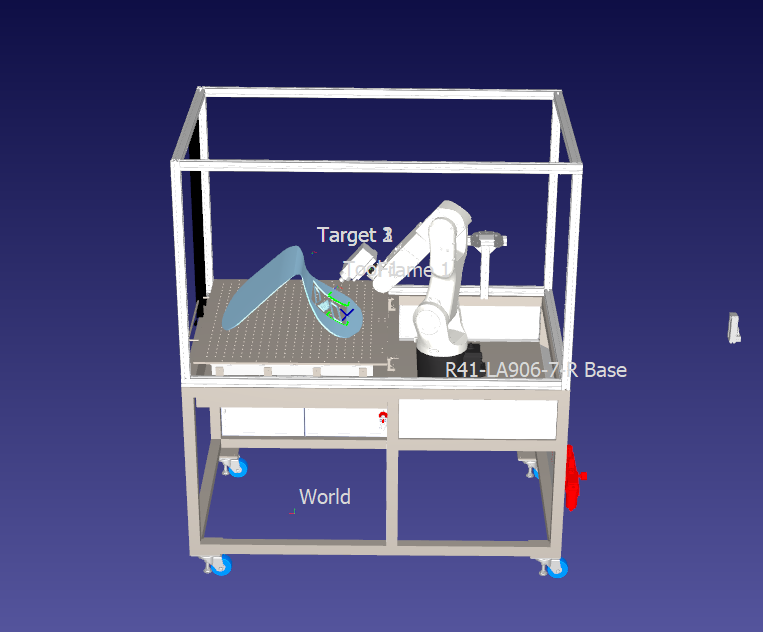
RoboDK software allows for training the robotic arm to perform linear or joint movements to specified positions, determine movement and processing speed rates, and plan paths. It also enables the simulation of arm actions and collision detection. Considering that each axis of the arm has its own limitation in terms of angles, even approaching these angles could potentially lead to collision risks. Therefore, it is essential to ensure that each axis's movements are kept as far away from their limitations as possible and do not sustain excessive forces continuously. Once all the motion planning is completed, we proceed with the actual machine operation.

Before proceeding with the actual cutting, it is essential to conduct a simulation trial run to ensure that the entire process does not cause any damage to the tools, chair back, or robotic arm. Switch the robotic arm to AUTO mode and initiate the simulation run once the Servo Ready button is pressed. After a successful simulation run, adjust the tool's Z-axis coordinates to approach the cutting plane at the cutting distance and then begin the cutting process. The cutting process should be carried out layer by layer, increasing the depth by 0.5 mm each time. Approximately 40-60 cycles are required to completely cut through the back. These operations can be implemented using logic LOOP programming at the controller end. Upon completing the machining, an additional circulating demo program is added during the exhibition to showcase the effect without the actual cutting process.
Since the attendees at this exhibition are mostly related to woodworking, demonstrating a fast, efficient, environmentally friendly, and smooth-cutting process and results is of paramount importance. To achieve these objectives, we tested numerous different cutting tools and experimented with various processing rates. After at least five actual cuttings, the average cutting time per session was approximately 70 minutes.
Exhibition
Before the start of exhibition, we arranged the entire system in a prominent position at our booth, allowing the robotic arm to run in a continuous loop. Our team members were also present nearby, ready to answer questions and provide explanations to visitors. To enhance the attractiveness of our booth, we prepared multiple boxes of product catalogs and brochures for guests to browse. Additionally, we equipped the booth with a television to play Syntec promotional videos and slides, further captivating the audience's attention.

During the exhibition, we actively exchanged business cards with employees or representatives from many companies, engaging in discussions about potential future collaboration opportunities, sharing experiences, and establishing preliminary connections. We also took the opportunities to visit other exhibitors' booths. Most importantly, the robotic arm was successfully sold, and nearly all of objectives were achieved. The North American attendees praised Syntec robotic arm and their capabilities, indicating a promising market outlook for six-axis robotic arms in North America.



Overall, the exhibition had a moderate scale, and the number of visitors did not reach the expected high level. However, the exhibition maintained a strong professional atmosphere. Participating companies and clients came from various parts of the world, with diverse sizes, including well-known companies like Fanuc, Yaskawa, and CNC Factory. Many of the exhibition companies had prior collaborations and interactions with us. During and after the show, we received significant follow-ups from new potential clients, presenting promising opportunities for future collaborations.
Conclusion
In this case, there were some challenges regarding the precision of the modeling, and at the same time, there were slight discrepancies between the actual travel limits of the robotic arm and the simulation. Thanks to the collaborative efforts of all team members, these issues were largely resolved. The image below shows one of the completed products. As you can see, the shape, position of the logo, completeness of the cutting, edges, and aesthetics all meet a satisfactory level. This project has accumulated valuable experience for potential similar projects in the future. The next time we encounter a similar one, we will undoubtedly be able to further enhance the quality of the final product.

Syntec continuously pursues technological innovation and product upgrades, aiming to provide more efficient, precise, and environment-friendly solutions to meet diverse customer demands. At the AWFS Fair held in the United States, Syntec America impressed attendees with a demonstration of the six-axis Leantec robotic arm performing logo cutting and processing on birch chair backs, garnering positive feedbacks. This once again proves Syntec's exceptional capabilities in smart manufacturing technology. The exhibition also provided us with the opportunity to strengthen ties with existing customers and establish connections with potential new clients, paving the way for future business.
Copyright © 2020 Leantec All Rights Reserved